
Все об оцилиндровочных станках. Оцилиндрованное бревно своими руками. Эксплуатационные характеристики. Станки и оборудование Станок для изготовления сруба своими руками

Так исторически сложилось, что с древних времен люди строили из дерева свое жилье. Это довольно легко объяснить простотой обработки, доступностью приобретения такого материала и отличными теплопроводными свойствами. Через много лет с появлением новых технологий дерево стали обрабатывать с помощью специальных станков. Чтобы получить оцилиндрованные бревна одинакового диаметра и длины, используют специальный деревообрабатывающий станок для оцилиндровки бревен.
Особенности оцилиндровочного станка
Оцилиндровочный станок является деревообрабатывающим станком, который предназначен для изготовления оцилиндрованного бревна и профилированного бруса из круглого леса и для изготовления срубов. Оцилиндровочный станок дает возможность производить все операции, которые предусмотрены технологией производства сруба: делать выборку монтажных пазов, венцовой чашки, оцилиндровывать бревно (первичная и вторичная обработка) и выполнять фрезерование гладкой поверхности.
А еще вы можете производить на станке и такие операции, как распилка лафета на обрезные доски, распилка бревна на лафет и доску, изготовление погонажа и заготовок для торцевого паркета, получение обрезной доски из необрезной.
При применении пильного узла без снятия бревна с центра вы можете проделать компенсационный паз для снятия внутреннего напряжения, возникающего при сушке бревна. Все эти операции выполняются на станке последовательно одним комплектом инструмента за одну установку бревна. Из-за этого при производстве готового бревна нет необходимости переустанавливать фрезы и бревно.
Комбинация разных режимов обработки дает возможность получать изделия довольно сложной конфигурации - балясины, брус сложного профиля и с различным диаметром. Сформированный геометрический профиль позволяет возводить конструкции из дерева любой сложности. К тому же станки для оцилиндровки бревен помогает выполнять обработку материала длиной 7 метров.
Конструкция станка для оцилиндровки бревен
Оцилиндровочный станок включает в себя следующие блоки: общая рама из металла, сделанная из труб квадратного сечения, на которой установлены направляющие, что предназначаются для перемещения по ним силового агрегата и пильной каретки. На общей раме также находятся передняя и задняя бабки, которые нужны для установки в центрах исходной заготовки и привода бревна во вращение. На передней бабке присутствует делительная головка, служащая для фиксации бревна в разных положениях, а также шпиндельная головка вращения фрез.
В качестве рабочего инструмента применяются фрезы специальной конструкции - фигурная и универсальная, которые устанавливаются на шпиндельном валу станка. Универсальная фреза необходима для оцилиндровки, фрезерования плоскости и выборки венцевых чашек. Фигурная фреза предназначается для выборки монтажного паза. Технологическая особенность фрезы, которая используются на станке, состоит в обеспечении «мягкого входа» в обрабатываемую поверхность древесины. Это приводит к уменьшению вибрации, а также увеличит точность работы.
Ножи, применяемые во фрезах, являются съемными. Если оператор увидел, что не выдерживается необходимый размер обработанных поверхностей, то нужно заточить съемные ножи. Съемные ножи изготовляются из инструментальной высококачественной стали, что дает возможность использовать их один комплект длительное время, а при этом ресурс самой фрезы не ограничен.

Для уменьшения времени и облегчения установки в центре бревна используются специальные механические рычаги, их можно установить на станине в любое место, как показано на фото станка для оцилиндровки бревен. При проходе на малых диаметрах (до 200 миллиметров) монтажного паза может наблюдаться некоторый прогиб бревна, чтобы его исключить используется ролик-упор, который регулируется под обрабатываемый диаметр и устанавливается с противоположной фрезе стороны бревен.
При выборе венцовой чашки требуется надежная фиксация каретки, для такой цели используются механические тормозные устройства, которые ставят с обоих концов каретки и надежно фиксируют. А еще имеется специальный механизм фиксации каретки, не дающий её вращению при выборе чаш. При изготовлении продольного монтажного паза или чаши нужна также очень точная (ручная) регулировка - для этих целей установлен специальный механизм ручного вращения бревна.
Классификация оцилиндровочных станков
Оцилиндровочные станки для бревен по технологическим схемам можно разделить на два вида:
- Проходные аппараты с непрерывным движением бревен. Бревно в проходных станках обрабатывается во время движения в зоне инструмента без остановки. Движение бревен можно осуществить без промежутка или с промежутком между торцами смежных бревен.
- Цикловые аппараты с прерывистым движением бревен. За один цикл обработки в цикловых станках происходит повторяющийся комплекс передвижений. Цикловые станки делятся в свою очередь на два типа:
- Цикло-проходные оцилиндровочные станки: бревно обрабатывается режущим инструментом, который совершает рабочие движения;
- Цикло-позиционные оцилиндровочные аппараты: бревно обрабатывается при перемещении относительно области рабочего инструмента.
Каждое сочетание движений дает возможность определить кинематическую схему резания разными методами обработки. Работа станка представлена следующими сочетаниями движений бревна и рабочего инструмента: прямолинейное и два вращательных, прямолинейное и вращательное.

Бревно при обработке в проходных оцилиндровочных стаканах совершает прямолинейное движение, а инструмент - соответственно вращательное. Бревно в цикло-проходных станках в момент обработки вдоль оси бревна делает прямолинейное движение, а инструмент в позиции - вращательное, как показано на видео о станке для оцилиндровки бревен. Бревно при обработке в позиционных токарных станках производит вращательное движение, а сам инструмент (резец) перемещается прямолинейно, параллельно оси бревна.
В зависимости от формы и вида инструмента и его режущих кромок все виды обработки бревен можно разбить на два типа - фрезерование и точение. Точение характеризуется постоянным процессом образования стружки. Основным движением, которое совершается с довольно большой скоростью при точении, считается вращение инструмента или бревна. Фрезерование характеризуется непостоянным процессом образования стружки. При фрезеровании основным движением является вращение инструмента.

Деревообрабатывающие станки в наше время по степени автоматизации и механизации разделяются на следующие классы:
- В механизированных станках основное движение и движения подачи производятся без участия человека. Оператор обеспечивает регулирование, настройку и разгрузку, а также загрузку станка.
- В автоматах (автоматических станках) весь комплекс движений и операций производится станком. Человеку отводится роль по наблюдению за работой и периодической загрузкой станка заготовками. В полных автоматических станках автоматизирована и сама загрузка заготовок.
- В полуавтоматических станках автоматизированы операции только в пределах одного цикла, а для выполнения следующего цикла обработки нужно участие человека.
Сравнивая разные оцилиндровочные станки для бревен, можно сказать, что отличается не только цена станков для оцилиндровки бревен, но и их функции:
- Станки проходного типа имеют высокую производительность, но в тот же момент демонстрируют низкую точность обработки и довольно большую шероховатость поверхности из-за недостатка системы базирования;
- Аппараты цикловые позиционные гарантируют высокую точность и обладают отличным качеством обрабатываемой поверхности, зато выпускная способность их намного меньше проходных аппаратов;
- Цикловые позиционные станки имеют надежную систему базирования, занимают довольно маленькую производственную площадь и в производстве нашли широкое применение.
Монтаж оцилиндровочного станка своими руками
Обычно самодельные станки для оцилиндровки бревен делают на основе пилорам. Передний конус заменяют упором, а на заднюю бабку устанавливают упорный подшипник или конический роликоподшипник. Закрепленное бревно вращается с помощью дополнительного двигателя, либо вручную, что не так практично. Изготовление фрезы вызывает наибольшее затруднение. Чтобы как можно проще выполнить задачу, ее делают наборной, то есть собирают из нескольких элементов. Необходимо отметить, что материал самой фрезы должен быть прочным, то есть для данных целей мягкие сплавы не подойдут.
Наиболее простым способом обеспечения перемещения фрезы вдоль самого бревна считается укладка рельсового дополнительного пути, по которому будет продвигаться установка. Это даст возможность исключить перетаскивание вручную. Принцип работы такой установки похож на принцип работы обыкновенного фрезерного станка, когда заготовка, закрепленная в позах, вращается, а фреза - передвигается вдоль нее.
Помните, что рекомендуется устанавливать станок для оцилиндровки бревен своими руками на бетонированной площадке. Можно также эксплуатировать оцилиндровочный станок на утрамбованном грунте. В таком случае устанавливают станок на поперечные направляющие деревянные шпалы - например, брус сечением не меньше 1500X1500 мм. Между шпалами рекомендуемое расстояние равно одному метру. Также нужно исключить усадку почвы в местах, где будет установлен станок.

Станок начинают монтировать со сборки рамы. Следует производить сборку секций рамы и её устанавливать по ровному уровню в одной горизонтальной плоскости. Придерживайтесь погрешности установки на уровне не более 0,5 на 1000 миллиметров - как поперек направляющих, так и вдоль.
При установке рамы на забетонированную площадку раму монтируют на высоте приблизительно 15-20 сантиметров, а стыки секций - бетонируются. На установленную раму монтируются силовой агрегат, передние и задние бабки, стойки, на которые натягивают трос для крепления электрического подвижного кабеля. Устанавливается прижим-стопор на силовой агрегат. Также заземляется станок к общей системе заземления.
Далее подключается двигатель, который вращает заготовку. К электросети подключите станок, проверьте правильность подключения фаз сети питания соответствующим режимам питания. Для этого необходимо нажать кнопку подъема-опускания фрезы. В случае если реальное направление, по которому движется силовая головка, совпадет с тем же направлением, что указано на пульте управления, то тогда правильно произведено подключения электропитания. В обратном случае необходимо поменять фазы.

После этого нужно проверить направление вращения заготовки. Когда направление вращения неправильное, то необходимо поменять фазы местами на двигателе. Запрещается включать двигатель вращения заготовки и двигатель оцилиндровочного станка до того, пока не будет проведена проверка правильности подключения фаз электропитания.
Если вы, после того как сделали станок для оцилиндровки бревен, первоначальный пуск производите более чем через два месяца, после длительного перерыва, или станок на хранении и при транспортировке находился в условии повышенной влажности, то необходимо перед пуском выдержать его в сухом помещении некоторое время для удаления влаги из электрического оборудования.
Помните, что передние и задние бабки станка для оцилиндровки бревен должны размещаться параллельно направляющим и, соответственно выбранной длине, быть жестко зафиксироваными. Кроме того, необходимо проверить соосность задней и передней бабки оцилиндровочного станка. Для этой цели измерьте расстояние с точностью до одного миллиметра: между продольным профилем по вертикали и центром бабки, между ближней направляющей и центром бабки. Нужно, чтобы эти расстояния были одинаковыми для задней и передней бабки.

Нарушение балансировки фрез и изменения угла заточки ножей могут привести к выходу оцилиндровочного станка из строя, или к ухудшению качества поверхности изделия. Фигурную фрезу устанавливают на коническую часть вала и закрепляют при помощи болта. В корпус фигурной фрезы ввинчивается универсальная фреза и после этого затягивается специальным ключом.
Помимо этого, если вы сделали станок для оцилиндровки бревен, проверьте правильность и горизонтальность монтажа рамы. Посредством укладки прокладок под заднюю можно определить параллельность осей задней и передней бабок с плоскостью перемещения фрезы. Толщина прокладки должна равняться половине величины конусности.
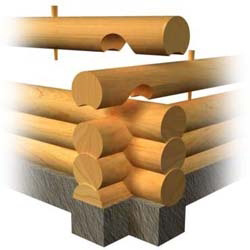
При строительстве деревянного дома обычно используют сосну или ель. В правильно устроенном деревянном доме, в любой мороз будет тепло, поскольку при преподавании сруба внутрь каждого шва укладывается утеплитель. Благодаря плотное прилегание бревен друг к другу тепло в доме сохраняется в любые морозы. Такая технология была разработана нашими далекими предками и сохранилась до наших дней. Изменились только материалы их которых изготавливается сруб. Раньше использовали ошкуренные бревна с срубленных деревьев. Но такие бревна имели разный диаметр в комля и вершины, поэтому хоть комля и вершины чередовались, но толщина венцов все равно оставалась разной. Поэтому пазы и элементы замков выходили разные, их приходилось вырубать по месту, что увеличивало трудоемкость и снижало внешний вид стен. Кроме этого, зазоры между бревнами оставались большими, и их приходилось тщательно забивать.
Сейчас такие бревна применяются редко, там где лес ближе, чем лесоперерабатывающее предприятие. Для современного деревянного индивидуального жилого дома используют новые виды пиломатериалов: бревна оцилиндрованные, и клееный профилированный брус.
Оцилиндровочные станки – главные комплектующие линий по обработке древесины, которые применимы как в стандартных цехах, так и при изготовлении подобных изделий своими руками. Основная функция данного станка – за счет фрезы со сложной конструкцией и разными видами снимать гладкий верхний слой с каждого бревна.
В настоящее время в продаже представлено огромное количество подобных изделий различного вида и назначения, среди которых совершенно не сложно выбрать оборудование, идеальное именно для вашего случая.
1 Оцилинровочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет контакта с ними нескольких специальных фрез. Приводятся последние в движение специальным мотором (в некоторых комплектациях их два).
Все бревна во время подачи надежно фиксируются системой, благодаря чему достижима их простая и равномерная обработка.
Также в зависимости от типа оборудования может он иметь и рельсовый путь, установка которого для версии проходного типа требует специального бетонного основания для установки.
В продаже представлены различные виды оцилиндровочных станков, в том числе, оборудование вида Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как приборы Шервуд или Русь, могут быть самостоятельными единицами или же идти в составе комплекса деревообрабатывающего. Они бывают различной мощности.
Средний объем бревна, которое свободно пропускают станки Русь, Термит, Шервуд, составляет 240 мм, хотя отдельные варианты такого оборудования легко справляются и с более крупными образцами.

Оцилиндровочно — фрезерный станок Шервуд ОФ-28Ц
Оцилиндровочные установки позволяют выполнять целый ряд видов обработки материала. В частности, именно с его применением делают непосредственную оцилиндровку бревна, подготовку продольного паза укладочного, пропила компенсационного, а также специализированных элементов для крепления – боковых чаш.
Подходит данное оборудование для всех без исключения разновидностей материала,
в том числе, популярного бука, дуба, березы, ясеня, груши, ольхи, сосны и других разновидностей дерева.
1.1 Плюсы и минусы данной технологии обработки
К преимущества данного вида станков для обработки бревна нужно отнести:
- Высокую скорость обработки изделий.
- Точность в выполнении многих видов обработки благодаря разновидности заточки ножей.
- Абсолютную безопасность оператора при работе с таким оборудованием.
- Простоту в настойках, высокий уровень автоматизации таких устройств.
- Высокое качество обработки материала, независимо от качества обрабатываемой древесины
- Универсальность – с таким устройством вы сможете делать любые заготовки из натурального дерева.
- Малый расход древесины, который дают не только образцы Русь и Шервуд, но и самодельный оцилиндровочный станок.

Что же касается недостатков, присущих данному виду устройств, то среди них нужно отметить:
- большие габариты оборудования, ввиду которых любители обрабатывать дерево своими руками не всегда могут устанавливать подобные конструкции в собственном доме;
- высокие цены на сменные детали, а также необходимую обработку изделий перед началом работы, к примеру, заточки ножей.
1.2 Сменные детали к станкам оцилиндровочным
Для простой обработки на таких станках бревен различных типов без изменения качества отделки материала для таких конструкций необходимо закупать такие виды комплектующих:
- Сменные фрезы, в особенности, нестандартных типов (при закупке данных компонентов особое внимание нужно уделить качеству заточки ножей под отдельные виды бруса).
- Дополнительные электромеханические приводы для некоторых типов конструкции.
- Сменные детали для обработки чаш.
- Детали для выполнения компенсационного пропила.
Также иногда для данного вида оборудования, в том числе, станков Шервуд и Русь, можно покупать специальные виды заточки ножей для отдельных бревен, а также некоторые гибкие сменные элементы. Их можно заменять своими руками. Перечень таковых для каждого устройства индивидуален.
2 Популярные виды оцилиндровочного станка
В настоящее время существует несколько популярных разновидностей такого оборудования, используемых профессионалами, а также любителями своими руками проводить строительство, ремонтные, отделочные работы в доме.

Среди таковых моделей:
- Оцилиндровочный станок Алтай. Оборудование благодаря особенностям заточки ножей позволяет обрабатывать бревна, имеющие диаметр до 550 мм. Укомплектован фрезами сферического, а также торцевого типа. Основные преимущества данной версии при обработке брёвен: возможность выбрать оптимальную по скорости проходимость устройства, а также настроить глубину проникновения ножей. Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов.
- Оцилиндровочный станок Кедр. Еще один вид оборудования проходного типа для промышленных предприятий. Позволяет укладывать до 7,5 метров бревен на одну обработку. Подходит для всех типов бревна благодаря уникальному виду заточки фрезы.
- Оцилиндровочный станок Тайга ос 1. Оборудование, как и Шервуд, подходит для чернового, чистового видов обработки дерева. Позволяет работать с образцами максимального диаметра 240 мм. Как и другие образцы проходного типа, может использоваться для промышленных целей, в том числе, строительства дома или бани из бруса. В зависимости от разновидности заточки ножей, может использоваться для различных задач.
- Оцилиндровочный станок Термит. Универсальное оборудование проходного типа, как и станок Русь, пригодное для обработки различных типов бруса. Идеален для промышленных предприятий, где может получать до 900 погонных метров готового бруса за смену. Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.

Все виды данного оборудования наиболее пригодны для промышленного выпуска бруса, однако при наличии надлежащих условий для работы своими руками они могут применяться в домашних условиях.
Стоимость таких изделии, равно как и моделей Русь или Шервуд, зависит от комплектации оборудования, а также фирмы, продающей данный вид оборудования. Лучшие цены на него у официальных дилеров.
Тем же, кому такие изделия не подходят по техническим параметрам, можно сделать самодельный оцилиндровочный станок, созданный по имеющимся эскизам техники.
2.1 Процесс по оцилиндровке бревен на станке (видео)
Все фото из статьи
Возведение жилья из дерева в нашей великой державе было развито издревле. Прежде всего, это вызвано колоссальными запасами этого экологически чистого и относительно недорогого материала. Несмотря на появление массы новых строительных технологий, классические срубы по-прежнему остаются популярными. Ведь преимущества оцилиндрованного бревна очевидны, о них далее и пойдет речь.

Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, оцилиндрованным бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы.
В результате чего удаляется верхний неровный слой, сучки, а также наносятся компенсационные и монтажные пазы.

Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
- Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может составлять не более 2 мм . Это дает возможность выбора леса для возведения помещений разного назначения с заданными характеристиками.
- На данный момент просто не существует более экологически чистого и полезного для людей строительного материала . В отличие от древесины традиционный кирпич или современные виды строительных материалов могут похвастаться только экологической нейтральностью.

- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.
- Возможно, вам уже приходилось слышать, что натуральная древесина дышит . Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий. Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
- И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.

В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.
- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.

Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует свод нормативных актов. В нашей стране это ГОСТ 2708-75, на западе ISO 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных базируется такая программа как калькулятор оцилиндрованного бревна объема, веса, плотности и прочих характеристик.
Какое значение имеет кривизна бревна при пилении несортированной древесины на многопильном станке?
Почему при оцилиндровке бревна на его поверхности образуется полоса в виде резьбы?
Почему оцилиндровочный станок Кедр дешевле? Вопрос от Бориса из Красноярска.
Я купил оцилиндровочный станок по виду такой же как ОЦС-1М. Можно ли купить для него новую фрезу?
Есть необходимость в приобретении лазерного указателя пропила для пилорамы. Будет ли работать ваш лазер в таких условиях температуры -40С? Какова длина линии линейного лазера?
Здравствуйте! Есть ли у вас в продаже станки для оцилиндровки брёвен, где бы сохранялась естественная сбежность бревна? Мы строим дома ручной рубки. Корить и рубанить приходится в ручную, а хотелось бы попробовать получать подобный результат используя станок. С уважением Евгений.
Здравствуйте, мы приобрели станок ос1-400 у компании ижкомстанко, приступили к производству и столкнулись с одним очень интересным моментом, суть вопроса в том, нужно ли сырое оцилиндрованное бревно, делать в диаметре больше где то на пол см, чтобы когда оно высохнет, получить нужный диаметр? И впитывает ли сухое бревно после сборки влагу? Если впитывает, то деталь в диаметре увеличивается? Или нет? Заранее спасибо большое за вашу помощь.
Как выставить ножи на цилиндровочный станок ОС1-400?
Как вы решаете проблему с вибрацией бревна?
Скажите чем отличаются станки Святогор и Шервуд от станков Пилтех?
Почему образуется волна при пилении на ленточной пилораме?
Чем отличается оцилиндровочный станок ОЦС-4А от ОЦС-2А?
… Не давно узнал, что выход на дисковых пилорамах на много больше 78-80 процентов после еще и вычитал в интернете об этом, правда ли это? ведь на дисковых толщина пропила больше так почему выход такой большой?
Как проверить геометрию ленточной пилорамы?
На чем лучше специализировать производство: только цилиндровка бревна, изготовление комплектов домов, изготовление и сборка домов из оцилиндрованного бревна?
Как зависит высота стены из оцилиндрованного бревна от ширины монтажного паза?
Принцип обработки поверхности бревна при оцилиндровке.
Как состыковать торцовочный и чашкорезный станки в линию?
Что делать, если вместо цилиндрического бревна получается конус (морковка)? Разница в комле и вершине достигает 5 мм.
Сколько время оцилиндровки одного бревна, какова реальная производительность?
Почему лента на транспортере смещается в сторону?
Какие бывают типы оцилиндровочных станков?
Чем отличается оцилиндровочный станок ОЦС-2А от ОЦС-3А?
Как изготовить оцилиндровочный станок своими руками? Ничего сложного не вижу, кроме фрезы оцилиндровки. Можно ли заказать у Вас фрезу для оцилиндровочного станка и фрезу чашкореза на диаметр 220 мм?
Комплектация оцилиндровочного станка ОЦС-3А, что необходимо будет еще для организации производства и сборки домов из оцилиндрованного бревна?
Чем отличаются дома из оцилиндрованного бревна, от собранных из бревен ручной рубки?
Можно ли дополнительно заказать фрезу к оцилиндровочному станку ОЦС-1?
Можно ли приобрести Ваш станок в кредит или лизинг?
Где можно посмотреть Ваше оборудование в действии?
Я видел Ваш станок у нас в регионе.
Но на фото не могу его найти у вас на сайте Pilteh?
Могу ли я забрать станок ОЦС-2А на своей машине?
Интересует угловая дисковая пилорама. Сроки?
Хочу заказать станок с определенными параметрами.
Для того чтобы отрезать нужную часть деревянной доски или изготовить изделие нужной толщины, потребуются специальные агрегаты. Для того чтобы произвести распил, нужны дисковые пилы. С их помощью можно быстро отрезать от доски или бревна нужный кусок. Для калибровки изделия нужен будет рейсмусовый станок. Благодаря нему, можно изготовить деревянную деталь необходимой толщины с точностью буквально до миллиметра.
Дисковые пилы бывают разными. Сейчас производятся ручные и стационарные агрегаты, предназначенные для работы с древесными изделиями разных видов. Это оборудование собой представляет мощный электрический инструмент, главной деталью которого является прочный диск, имеющий очень острые зубцы. Такой агрегат легко распилит доски, ламинат, рейки, древесные плиты. Он даже подходит для резки металла.
Дисковые пилы бывают разных моделей. Поэтому их технические характеристики могут отличаться. Чтобы выбрать действительно нужный для производства электроинструмент, стоит ознакомиться при покупке со следующими характеристиками оборудования:
- глубина пропила.
Один из самых важных показателей агрегата. Он зависит от того, какой диаметр имеет диск. Чем больше его размер, тем более глубокий будет пропил;
- мощность двигателя тоже важный показатель. Он влияет на быстроту работы оборудования. Чем мощнее агрегат, тем он будет производительнее. Дисковые пилы, использующиеся на производствах, могут иметь мощность в 2500 Вт. Это очень высокий показатель;
- безопасность оборудования. Так как дисковые пилы будут постоянно использоваться работниками деревообрабатывающего предприятия, то они должна быть совершенно безопасны в применении. Поэтому нужно выбрать агрегаты с системой защиты, блокиратором, предотвращающим их случайное включение.
Для калибровки заготовок из дерева необходим рейсмусовый станок. Чаще всего он используется на мебельных производствах, так как производителям предметов интерьера требуется профессиональное оборудование, которое бы позволяло им выпускать аккуратную и красивую продукцию. Выбирая рейсмусовый станок, требуется обращать внимание на его технические возможности:
- насколько часто вращается вал. Чем более быстро он станет вращаться, тем более ровной получится поверхность обрабатываемой детали;
- глубина и ширина пропила, которые делает рейсмусовый станок. Глубина это показатель, означающий, сколько древесины за один проход может срезать агрегат.
- Ширина – детали какой ширины станок может обрабатывать.
Что такое оцилиндрованное бревно и для чего его применяют?
Оцилиндрованным принято называть такое бревно, с которого на специальном деревообрабатывающем станке срезают верхний слой древесины. В результате такой обработки диаметр по всей длине бревна будет одинаковым, т. е. из конусовидного ствола дерева получают цилиндр.
Дома из оцилиндрованного бревна выглядят не просто красиво, а изящно. Они теплы, долговечны, и, главное, экологичны. Заказать дом из оцилиндрованного бревна на сайте http://stroi-terem.ru/category/дома-из-оцилиндрованного-бревна/, не вызовет затруднений. Зайдя на сайт можно узнать цены, сроки выполнения работ, возможность доставки и мн. др.
Брёвна изготавливаются по ГОСТ 9463-88.
Номинальная длина таких брёвен должна быть от 3,5 до 6,5 м с шагом, равным 250 мм. Таким образом, всего возможно 13 типоразмеров. Отклонение от полученной длины допускается от + 30 до + 100 мм.
Для строительства обычно применяют оцилиндрованные брёвна, имеющие определенный диаметр. Стандарт определяет наименьший диаметр бревна в 140 мм. Большинство изготовителей устанавливают этот диаметр от указанного размера ступенями через 20 мм. Обычно ряд заканчивается брёвнами 280 или 300 мм.
Но так как только для некоторых производителей государственный стандарт - это документ обязательного исполнения, то и длину брёвен, и их диаметр по желанию заказчика могут сделать любыми, которые будут соответствовать проектным размерам будущей постройки.
Для укладки оцилиндрованного бревна в сруб на одной его боковой стороне вырезается продольный паз, называемый укладочным. Его ширина должна быть больше радиуса бревна и по форме максимально точно соответствовать нижнему бревну. Т.е. радиус этого паза должен быть равен радиусу бревна.
Обычно оцилиндрованные брёвна изготавливаются из «сырой» древесины и досушиваются до необходимой кондиции уже в составе сруба. Очень часто процесс сушки проходит неравномерно - когда внутренние слои остаются влажными, а наружные быстро высыхают. В них возникают напряжения, которые вызывают продольное растрескивание бревен. В зоне продольного паза напряжения снимаются выборкой укладочного паза. А на стороне бревна противоположной от паза напряжение снимают продольным пропилом шириной в несколько миллиметров и глубиной примерно в 0,05 - 0,1 диаметра бревна. Он называется разгрузочным или компенсационным пазом.
Как устроены станки для оцилиндровки брёвен?
Такой станок может быть позиционного или проходного типа. В первом случае ось вращения бревна неподвижна, а бревно вращается с частотой от 20 до 60 об/мин. Вдоль бревна перемещаются стальные черновая и чистовая фрезы с частотой вращения 3 000 - 4 000 об/мин. Черновая обработка заключается в том, что сначала снимают слой коры и древесину до получения заданного диаметра с припуском на чистовую обработку. Потом чистовой фрезой с большой частотой вращения срезается тонкий слой древесины, и получают чистовую поверхность.
В проходных станках обрабатываемое бревно подается зубчатыми роликами в неподвижный оцилиндровочный ротор, из которого выходит полностью обработанное с компенсационным и укладочным пазами.
- Станки позиционного типа делятся на токарно- и роторнооцилиндровочные.
- Токарнооцилиндровочные - это большой токарный станок с длиной деревянной заготовкой до 7 и более метров и диаметром необработанного бревна до 500 мм и более. Оцилиндровочный ротор содержит вращающуюся фрезу, которая на прямом проходе производит оцилиндровку, а на обратном - прорезается укладочный и компенсационный пазы.
Теоретически упрощенную модель такого станка можно сделать и дома, но работать на нем будет довольно опасно. Большая масса вращающегося бревна, высокие скорости обрабатывающей фрезы и достаточно большие энергетические мощности почти не реальны для исполнения в гараже или сарае частного дома.
Проще и дешевле купить партию готовых оцилиндрованных бревен и строить из них дом или баню.
Как сделать табуретку из бревна своими руками / Поделки из дерева / Мебель Секрет Мастера
Как сделать табуретку из бревна своими руками. Поделки из дерева. Мебель Секрет Мастера. Sekretmastera показывает как сделать своими руками табурет при помощи огня…Подробности здесь?p=12984
Показан способ изготовления уникального деревянного табурета, который не купить в магазине. Получается легкая и прочная конструкция круглой формы и с мягкой сидушкой. Мебель для дачи.
Удобно для дачи. Мебель Секрет Мастера!
Смотрите поделки из дерева 8ADaOa
This video GjV_kle_6vc
¡Subscribe! gvFnpD
YouTube: user/Sekretmastera ↓
WebSait:
Мы в Вконтакте club28641921
Мы в Одноклассники aj6O5O
Канал Sekretmastera создан для тех, кто любит делать поделки своими руками. Вы совершенствуете свои умения и навыки в этом интересном деле? Естественно вы хотите найти единомышленников, готовых делиться собственным опытом и обсуждать чужие изобретения? Тогда подписывайтесь и присоединяйтесь к сообщесту самодельщиков канала Секрет Мастера. Публикуются только проверенные самоделки.
Наш проект – это возможность легко, быстро, без затрат (используя подручные материалы), создавать оригинальные вещи, сюрпризы, полезные мелочи для быта и отдыха, реанимировать технику, ремонтировать жилище и даже строить.
На канале кроме темы «как сделать своими руками» также присутствуют развлекательные, познавательные и прикольные видео.
Не забывайте оценивать и комментировать понравившееся видео.
Канал поддерживает политику доброжелательности и уважения в комментариях
Калал работает за «спасибо», не забывайте оставлять в комментариях слово «спасибо», а лайк придаст авторам Sekretmastera больше вдохновения и оптимизма!
Оцилиндровочный станок используется для обработки древесины - цилиндрования, выборки пазов и чашей венцовых бревен, фрезерования плоскости. Применение оборудования позволяет собрать сруб без дополнительной обработки деталей. Операции проводятся за одну установку заготовки.

Конструктивные особенности станка
Работа оборудования построена по аналогу с полуавтоматическими токарными станками, оснащенных фрезерной головкой. Автоматизация обеспечивается в пределах цикла - одного подхода, в процессе реализации которого оборудование выполняет операцию по заданным параметрам. Для смены действий и управления режущим инструментом требуется участие оператора.
Конструкция станка имеет составляющие:
- Опоры и рельсовый путь.
- Оснастку рельсов - подъемный и перемещающий механизмы.
- Привод и подвод режущего инструмента.
- Переднюю и заднюю бабки.
- Стойки и струны для подводки электрокабеля.
- Кнопочный пост.
Рабочим инструментом выступают чистовые и сферические фрезы. В оборудовании применяются чистовые фрезы 2-х величин диаметров:
- 150 мм. Размер изделия на выходе - 160-190 мм.
- 190 мм. Достигаемый размер - 200-240 мм.
Режущая поверхность чистовой фрезы лежитв одной плоскости.
Настройкой ножей сферической фрезы задается размер паза. Работа оборудования обеспечивается асинхронными двигателями, один из которых (передний) ответственнен за.подачу фрезы, второй (задний) обеспечивает вращение заготовки.
Рабочие параметры при обработке древесины зависят от вида породы, состояния влажности и промерзания материала, толщины заготовки. Регулировке подлежат скорость вращения бревна и подачи фрезы.

Принцип работы оборудования
Обработка заготовок из дерева осуществляется путем перемещения привода и подачи чистовой или сферической фрез вдоль бревна, установленного на рельсовый путь. Подача режущего элемента производится в ручном режиме. Для продольной выемки материала применяется чистовая фреза, сферическая форма инструмента используется для фрезерования венцовых чашек.
Заготовке из древесины придается вращение либо жесткая неподвижная фиксация. Положение зависит от вида операции. Статическая фиксация применяется выборки чашек и компенсационных пропилов. Вращательные движения бревну придаются только при цилиндровании заготовки одновременно с жестким крепежом.
Механизм действий станка построен на:
- вращательном или стационарном состоянии заготовки бревна;
- поступательном и вращательном движении фрезы.
При цилиндровании достигается точность заданного размера, устраняется кривизна изделия. Обработка заготовки производится согласно оси изделия с учетом особенностей:
- Заготовка устанавливается комлем (утолщенной частью) к передней бабке для исключения экстремального снятия слоя.
- Поступательные движения фрезы осуществляются по направлению от передней к задней бабкам.
Точность цилиндрования бревна обеспечивается жесткой фиксацией передней и задней бабок и соосностью крепежа. Получение требуемого размера изделия достигается за несколько подходов.

Операция цилиндрования
В операциях цилиндровании задается постоянное вращение заготовки, закрепленной в центрах бабок, и фрезы, перемещаемой по длине бревна. Заготовка располагается на рычажных подъемниках от передней к задней бабкам. До начала работы рейка приводится к передней бабке.
В процессе работы производятся операции:
- подвод вплотную заготовки к передней бабке;
- установка заготовки в центрах передней и задней бабок в форме жесткого крепежа путем регулировки винтов заднего фиксатора;
- задача параметров фрезерной головки на черновой минимальный съем материала;
- последовательный пуск приводов вращения заготовки и фрезы;
- ручное перемещение фрезы с помощью рейки;
По окончании прохода вращение заготовки (привод) останавливается для приведения рейки в первоначальное положение и задачи новых параметров среза. Операции возобновляются в аналогичном порядке.

Операция выборки монтажного паза
Монтажный паз - продольная выемка на заготовке, упрощающая сопряжение бревен при установке готовых изделий. Отличие операции выборки паза от цилиндрования состоит в обработке заготовки в фиксированном положении. Проведение операций по выборке осуществляются в следующем порядке:
- отведение рейки в положение к передней бабке;
- установка бревна в центрах бабок с фиксацией от вращения;
- настройка горизонтального положения фрезы к обрабатываемой поверхности бревна;
- задача параметров фрезы в размере меньшем диаметра заготовки;
- включение привода фрезы;
- осуществление выборки ручным поступательным перемещением движущейся фрезы с помощью рукоятки рейки.
Параметры паза (глубина, ширина) после выемки неизменны на протяжении всей длины бревна.

Операция выборки венцовых чашек
Наличие венцовых чашек облегчает монтаж конструкции. Их создание осуществляется после цилиндрования и выемки паза. Фрезерование чашек требует соблюдения очередности:
- фиксация заготовки на рельсах с использованием тормоза;
- нанесение графической отметки чашки;
- совмещение центра фрезы и планируемой выемки;
- включение привода рабочего инструмента;
- непосредственно выемка материала перемещением фрезы за рукоятку вниз.
До проведения выемки требуется задача вылета ножей фрезы, настроенных на единый радиус. В процессе работы со сферическими фрезами положения ножей проверяются не менее 2-х раз за смену и перед началом эксплуатации оборудования.
Монтаж оборудования
Надежность и производительность станка обеспечивает технически грамотная установка. Монтаж оборудования осуществляется с учетом обязательных требований:
- Для установки станка используются параллельно размещенные брусья либо бетонное основание без заливки рельс. Место защищается навесом от попадания атмосферных осадков.
- Подводка энергопитания оборудования согласно технических условий. Включение в рабочий режим допускается после контроля фазности и обеспечения заземления.
- Балансировки рельсовых путей по уровню в горизонтальном и вертикальном направлениях.
- Обеспечения соосности задней и передней бабок.
Высокая организация труда достигается зонированием площадки с созданием мест складирования заготовок, готовых изделий и пиломатериалов. До начала работ проверке подлежат состояние поверхности, фрез, приводных ремней и осуществляется смазка рабочих узлов.
Публикации по теме
-
.jpg) Безопасная защита растений от болезней и вредителей в июле и августе
Безопасная защита растений от болезней и вредителей в июле и августе
Еще наши предки знали, что хороший урожай зависит не только от усердной и ответственной работы, но и фаз Луны. Узнайте и вы благоприятные...
-
 Рекордный урожай зерновых приведет к дефляции Уборка зерновых в рф году
Рекордный урожай зерновых приведет к дефляции Уборка зерновых в рф году
18.07.2017 - 21:03 Новости Беларуси. Массовая уборка зерновых началась на юго-западе страны, сообщили в программе Новости «24 часа» на...