
كيفية تحضير مكواة لحام جديدة للاستخدام بشكل صحيح. تحضير مكواة اللحام للحام. كيفية قصدير مكواة اللحام بطرف نحاسي

معرفة كيفية اللحام بشكل صحيح ليست ضرورية فقط لهواة الراديو والمتخصصين في التركيبات الكهربائية. لكل بارع في المنزلعليك أن تتعامل مع الحاجة إلى اللحام عند إصلاح الأجهزة الكهربائية.
تحضير مكواة اللحام للاستخدام
قبل اللحام بمكواة اللحام، يجب عليك إعدادها بشكل صحيح للعمل. في الحياة اليومية، يتم استخدام مكواة اللحام الكهربائية في أغلب الأحيان. لدغة النحاسوالتي يتم تغطيتها تدريجياً أثناء التخزين والتشغيل بطبقة من الأكسيد وتتعرض للتلف الميكانيكي. للحصول على وصلة لحام جودة جيدةيتم تحضير مكواة اللحام للتشغيل بالتسلسل التالي:
- باستخدام ملف مقطوع جيدًا، قم بتنظيف الجزء العامل من الطرف بطول 1 سم من الحافة. بعد التنظيف يجب أن تكتسب الأداة لونًا محمرًا مميزًا للنحاس وبريقًا معدنيًا. أثناء التجريد، يتم إعطاء الطرف شكلًا إسفينيًا ومشطوفًا ومخروطيًا من أجل لحام ما يحتاجه السيد.
- قم بتوصيل مكواة اللحام وتسخينها إلى درجة حرارة التشغيل.
- يجب أن يكون الطرف معلبًا ومغطى بطبقة رقيقة من القصدير - وهو نفس اللحام المستخدم في لحام الموصلات المتصلة. للقيام بذلك، يتم غمر طرف الأداة في الصنوبري، ثم يتم تمرير قطعة من اللحام على طوله. يجب ألا تستخدم قضيب اللحام الذي يحتوي على الصنوبري بداخله لتغليف مكواة اللحام. لتوزيع اللحام بالتساوي، قم بفرك حواف العمل على سطح معدني.
أثناء التشغيل، سوف تحترق اللوحة النصفية وتتآكل، لذلك يجب تنظيف مكواة اللحام وتغليفها عدة مرات أثناء عملية اللحام. يمكنك تنظيف الطرف بقطعة من ورق الصنفرة.
إذا استخدم السيد أداة بقضيب مطلي بالنيكل وغير قابل للحرق، فيجب تنظيفه باستخدام إسفنجة خاصة أو قطعة قماش مبللة. إنهم يقصدون مثل هذه اللدغة في الصنوبري المنصهر، ويمررون فوقها قطعة من اللحام.
لا يمكن تعلم اللحام إلا أثناء العمل، ولكن قبل ذلك يُنصح بالتعرف على العمليات الأساسية.
التدفق أو التعليب
التدفق التقليدي والأكثر تكلفة هو الصنوبري. إذا رغبت في ذلك، يمكنك اللحام بمادة صلبة أو محلول كحولي (SKF، Rosin-gel، وما إلى ذلك)، بالإضافة إلى تدفق TAGS.
يتم تغطية أرجل مكونات الراديو أو الرقائق بنصف الحليب في المصنع. ولكن للتخلص من الأكاسيد، يمكنك قصديرها مرة أخرى قبل التثبيت، وتشحيمها بتدفق السائل وتغطيتها بطبقة متساوية من اللحام المنصهر.
قبل المعالجة بالصهر أو التعليب، يتم تنظيف الأسلاك النحاسية بقطعة قماش صنفرة ناعمة. يؤدي هذا إلى إزالة طبقة الأكسيد أو عزل المينا. يتم تطبيق تدفق السائل بفرشاة، ثم يتم تسخين منطقة اللحام بمكواة لحام ومغطاة بطبقة رقيقة من القصدير. تتم عملية التعليب في الصنوبري الصلب على النحو التالي:
- إذابة قطعة من المادة على حامل وتسخين الموصل فيها؛
- قم بتغذية قضيب اللحام وتوزيع المعدن المنصهر بالتساوي على السلك.
يجب أن يتم لحام الأجزاء الضخمة من النحاس أو البرونز أو الفولاذ بشكل صحيح باستخدام التدفقات النشطة التي تحتوي على الأحماض (F-34A، Glycerin-hydrazine، وما إلى ذلك). سوف يساعدون في إنشاء طبقة متساوية من البولودا وربط أجزاء من الأشياء الكبيرة بقوة. يتم تطبيق القصدير على الأسطح الكبيرة باستخدام مكواة لحام، مع توزيع اللحام بالتساوي عليها. بعد العمل مع التدفق النشط، يجب تحييد بقايا الحمض بمحلول قلوي (على سبيل المثال، الصودا).
التسخين واختيار درجة الحرارة
من الصعب على المبتدئين تحديد درجة الحرارة التي يمكن للأداة أن تبدأ في العمل بها. يجب اختيار درجة التسخين حسب نوع المادة:
- تتطلب الدوائر الدقيقة للحام تسخينًا لا يزيد عن +250 درجة مئوية، وإلا فقد تتلف الأجزاء؛
- يمكن لمكونات الراديو الفردية الكبيرة أن تتحمل التسخين حتى +300 درجة مئوية؛
- يمكن أن تتم عملية تعليب وربط الأسلاك النحاسية عند درجة حرارة +400 درجة مئوية أو أقل قليلاً؛
- يمكن تسخين الأجزاء الضخمة بأقصى قوة لمكواة اللحام (حوالي +400 درجة مئوية).
تحتوي العديد من نماذج الأجهزة على منظم حرارة، ومن السهل تحديد درجة التسخين. ولكن في حالة عدم وجود جهاز استشعار، يجدر بنا أن نأخذ في الاعتبار أنه يمكن تسخين مكواة اللحام المنزلية إلى حد أقصى +350... +400 درجة مئوية. يمكنك البدء في العمل باستخدام الأداة إذا ذاب الصنوبري واللحام خلال 1-2 ثانية. معظم جنود درجة POS لديهم نقطة انصهار تبلغ حوالي +250 درجة مئوية.
حتى الحرفي ذو الخبرة لن يكون قادرًا على اللحام بشكل صحيح باستخدام مكواة لحام غير ساخنة بدرجة كافية. مع الحرارة المنخفضة، يصبح هيكل اللحام إسفنجيًا أو حبيبيًا بعد التصلب. اللحام لا يتمتع بالقوة الكافية ولا يضمن الاتصال الجيد بين الأجزاء، ويعتبر مثل هذا العمل عيبًا.

العمل مع اللحام
عند تسخينه بدرجة كافية، يجب أن يصبح اللحام المنصهر قابلاً للتدفق. بالنسبة للمهام الصغيرة، يمكنك أخذ قطرة من السبائك على طرف الأداة ونقلها إلى الأجزاء المراد ربطها. ولكن من الأنسب استخدام سلك رفيع (قضيب) من أقسام مختلفة. غالبًا ما توجد طبقة من الصنوبري داخل السلك مما يساعد على اللحام بشكل صحيح بمكواة اللحام دون تشتيت انتباهك عن العملية.
باستخدام هذه الطريقة، تقوم أداة ساخنة بتسخين سطح الموصلات أو الأجزاء المتصلة. يتم إحضار نهاية قضيب اللحام إلى الطرف ويتم دفعه قليلاً (1-3 مم) تحته. يذوب المعدن على الفور، وبعد ذلك تتم إزالة ما تبقى من القضيب، ويتم تسخين اللحام بمكواة لحام حتى يكتسب لمعانًا ساطعًا.
عند العمل مع مكونات الراديو، عليك أن تأخذ في الاعتبار أن التسخين يشكل خطورة بالنسبة لهم. يتم تنفيذ جميع العمليات في غضون 1-2 ثانية.
أثناء لحام الاتصالات أسلاك أحادية النواةبالنسبة للمقاطع العرضية الكبيرة، يمكنك استخدام قضيب سميك. عندما يتم تسخين الأداة بدرجة كافية، فإنها تذوب أيضًا بسرعة، ولكن يمكنك توزيعها على الأسطح ليتم لحامها بشكل أبطأ، في محاولة لملء جميع أخاديد الالتواء.
أثناء التشغيل والتخزين، تتشكل طبقة أكسيد على طرف مكواة اللحام. يتداخل مع لحام عالي الجودة. لإزالة هذه الطبقة ومنع إعادة تشكيلها، يتم إجراء التعليب، أو طلاء سطح النحاس بطبقة واقية من سبائك القصدير. هناك العديد من بطرق متعددةالتعليب. قبل الجراحة، يجب تنظيف اللدغة جيدًا.
معلومات أساسية عن عملية التعليب
ينقسم التعليب إلى أولي أو جديد أو منذ وقت طويلمكواة اللحام المخزنة، والعمل المنجز مباشرة قبل اللحام.
كيفية القصدير طرف الحديد لحام؟ أولاً، يتم تنظيف الطرف ميكانيكيًا من الحجم وفيلم الأكسيد والخبث والملوثات الأخرى، ثم يتم تطبيق طبقة رقيقة من اللحام المنصهر على السطح المُجهز، غالبًا ما يكون قائمًا على القصدير.
للتنظيف الميكانيكي يتم استخدام ما يلي:
- حجر جلخ
- ورق زجاج؛
- حديد لحام آخر.
الإعداد والصيانة
كلما كان العمل أكثر كثافة، كلما احترق طرف مكواة اللحام بشكل أسرع وأصبح متضخمًا بمقاييس متقشرة.
أثناء التسخين لفترة طويلة تصل إلى درجات حرارة عاليةيمر النحاس الذي يُصنع منه الطرف جزئيًا إلى القصدير المنصهر، ويتآكل جزئيًا على الأسطح والملامسات الملحومة. يحدث التآكل الفيزيائي والكيميائي للمادة. بالإضافة إلى ذلك، تحت تأثير الحرارة، يحدث تفاعل مؤكسد للنحاس مع الأكسجين الجوي. في النماذج التي تسمح لك بتنظيم درجة الحرارة، يوصى بتقليلها عند وجود فواصل في اللحام، أو ببساطة قم بإيقاف تشغيل مكواة اللحام خلال هذا الوقت.
تسلسل العمليات لإزالة الحجم:
- إزالة اللدغة بعناية.
- قم بتنظيف طبقة القشور باستخدام ورق جلخ ناعم الحبيبات.
- ضع طبقة واقية من الجرافيت على طرف القلم عن طريق فركه بقلم رصاص، فهذا سيبطئ ظهور طبقة القشور مرة أخرى.
- اضغط برفق على جسم السخان الكهربائي وأدره لإزالة الترسبات الكلسية من تجويف القضيب النحاسي.
- أدخل الطرف مرة أخرى في التركيب.
لضمان السلامة الكهربائية، في كل مرة قبل بدء العمل، يجب عليك فحص عزل كابل الشبكة لعدم وجود أضرار ميكانيكية وذوبان.
ومن المفيد أيضًا من وقت لآخر قياس قيمة مقاومة العزل. يتم أخذ القياس بين وصلات التوصيل والطرف. يجب أن تكون القيمة أكبر من 10 مللي أوم.
مميزات اللدغة
اللدغة هي الجزء العامل الرئيسي (والوحيد) من الجهاز. يتم تسخينه بواسطة سخان كهربائي ويقوم بتسخين اللحام أو الصنوبري (أو أي تدفق آخر) والأجزاء المراد لحامها. أثناء التشغيل، يتشكل عليه فيلم أكسيد غير مرئي، مما يقلل من قابلية بلل المادة. يبدو بصريًا كما يلي: لا ينتشر القصدير أو الصنوبري بالتساوي على المنطقة بأكملها، ولكنه يتجمع في قطرة ويتدفق للأسفل.
يتم اختيار حجم الجسم العامل وشكله الهندسي بحيث يتوافق مع العمليات التي يتم إجراؤها. لذلك، عند لحام الأجزاء أحجام كبيرةوالسمك، اختر مكواة لحام قوية ذات طرف سميك. على العكس من ذلك، لتثبيت أرجل الدائرة الدقيقة، يلزم وجود جهاز منخفض الطاقة بشكل خاص، مع طرف رفيع وتأريض جيد، حتى لا تتلف المكونات الحساسة بسبب الشحن الساكن أو ارتفاع درجة الحرارة.
يتم شحذ مكواة اللحام العالمية بملعقة. يتم لحام الأجزاء الرفيعة بالجانب الضيق، والأجزاء الأكبر حجمًا بمستوى الشفرة.
قم بقص طرف مكواة اللحام
قبل كل عملية لحام، يجب إعادة صبغ مكواة اللحام. يجب تشغيل الجهاز والانتظار حتى يسخن تمامًا. في هذه الحالة، سوف يكتسب النحاس من الجسم العامل صبغة حمراء برتقالية. ليست هناك حاجة لارتفاع درجة الحرارة أيضًا لتجنب الاحتراق. يجب الضغط على مكواة اللحام الساخنة على قطعة من الصنوبري. سيبدأ الصنوبري في الذوبان وينتج عنه دخان ذو رائحة قوية. يجب أن يكون الذوبان مطليًا بالتساوي على الحافة. ثم تحتاج إلى إذابة قطعة صغيرة من القصدير وتركها تنتشر على السطح في طبقة متساوية.
كيفية قصدير مكواة اللحام بطرف نحاسي
يعد تعليب مكواة اللحام عملاً بسيطًا ولا يسبب عادةً أي صعوبات. إذا تم إعداد سطح القضيب وتنظيفه جيدًا، فإن كلاً من الرصاص والقصدير والفضة يتناسبان جيدًا معه.
من الضروري تنظيف سطح القضيب حتى يصبح كذلك جزء جديد. تحتاج أولاً إلى العمل باستخدام ورق الصنفرة الخشن وتسوية السطح وإعطائه الشكل المطلوب. إذا كان ذلك ممكنًا من الناحية الفنية، فمن الجيد تلميع السطح - وبهذه الطريقة سوف يتأكسد بشكل أبطأ.
هناك تقنية أخرى - ملزمة. للقيام بذلك، يجب سحب الطرف من المدفأة، وكما هو الحال مع الحداد، مزورة بمطرقة على سندان (أو نائب ضخم). كما أن السطح المضغوط بهذه الطريقة سوف يتأكسد بشكل أبطأ بكثير.
بعد بالقطعلقد حان الوقت لضبط اللدغة بالفعل. يوصي المساهمون ذوو الخبرة بطرق مختلفة:
- ضع بضع قطع من اللحام في علبة الصنوبري. قم بتسخين مكواة اللحام ثم قم بغمس الطرف المجرد فيها. سيكون ذوبان الصنوبري بمثابة مادة مضافة للتدفق وسيمنع المعدن من أن يصبح مطليًا بطبقة أكسيد. بدلا من ذلك، سيتم تغطيتها بطبقة من القصدير. بعد ذلك، عليك أن تأخذ مربعًا من القماش الطبيعي الخشن وتمسح الطرف المعلب حديثًا. في هذه الحالة، سوف يحتك القصدير بالسطح ويلتصق به تمامًا. عيب هذه الطريقة هو كثرة الدخان والرائحة القوية.
- الطريقة التالية لصبغ الطرف تنتج دخانًا أقل، ولكنها تتطلب المزيد من العمل. يجب وضع قطعة من القماش الطبيعي الخشن على لوح أملس، مع رشها بالصنوبر المسحوق أو وضعها قطعة كاملة. اغمس الطرف المجرد في الصنوبري وافرك السطح بقضيب اللحام. يجب تكرار هذه العملية عدة مرات، ثم فرك سطح العمليا قماش الصنوبري.
يجب تعليب مكواة اللحام ذات الطرف النحاسي في كل مرة قبل اللحام ودائمًا بعد تخزينها دون استخدام.
كيفية قصدير طرف مكواة اللحام أثناء العمل
إذا قمت بتنظيف الطرف وقصه بعناية، فبعد نصف ساعة من العمل، أو حتى قبل ذلك، لن يتراكم القصدير عليه. بدأ النحاس يحترق ببطء، وتراكمت عليه بقايا الخبث. لا فائدة من الضغط على مكواة اللحام بقوة أكبر، والتوقف عن التعليب. هناك عدد من التقنيات لتلوين الحافة.
باستخدام كتلة خشبية
خشن كتلة خشبية(شجرة التنوب أو الصنوبر تحتوي على راتينج طبيعي يشبه في تركيبه الصنوبري). صب كمية صغيرة من تركيبة التدفق على الكتلة وضع قطعة صغيرة من اللحام. إذا لاحظت وجود خبث، يمكنك تجريد الطرف وتغليفه مرة أخرى دون انقطاع.
في اسفنجة معدنية
ستتطلب طريقة استخدام طرف القصدير السريعة هذه بعض التحضير. ضع اسفنجة أطباق سلكية منزلية في كوب معدني. يجب أن يكون الجزء السفلي من الإسفنجة مطليًا بتدفق سميك، مثل شحم الخنزير. من خلال غمر الطرف قليلاً في الإسفنجة، يمكن تنظيفه من الخبث والقشور. وإذا التقطت قطرة من القصدير وغمرتها في الإسفنجة بشكل أعمق، فسوف يتبين أنها معلّبة.
يمكن استخدام هذه الطريقة لتنظيف وقصدير كل من الأطراف النحاسية الكلاسيكية والأخرى الحديثة المصنوعة من النيكل أو السيراميك.
في الصنوبري
هذا الطريقة التقليديةسيتطلب التعليب مهارة معينة وسرعة الحركة. يتأكسد النحاس بسرعة كبيرة، وقد لا يكون لديك وقت لإحضار الطرف من نقطة التنظيف الميكانيكي إلى الحاوية ذات التدفق. لذلك، يقومون بالتنظيف مباشرة تحت التدفق، ووضع ملف تحت الحافة. تحتاج إلى فرك الطرف فوق الملف حتى يذوب التدفق، وبعد ذلك يمكنك قصديره عن طريق الإمساك بقضيب من الصفيح.
القصدير بالطريقة الكلاسيكية
هناك طريقة تقليدية أخرى للتعليب تتضمن استخدام اللحام الحراري. تسمح مقاومة لحام اللحام بالتبخر بشكل أبطأ من سطح مكواة اللحام المعلبة وسيبقى على النحاس لفترة أطول. وسوف يتطلب:
- ملف مع الشقوق المتكررة.
- لوح خشن مصنوع من الخشب الصنوبري.
- الصنوبري.
- قطعة من اللحام الحراري.
تسلسل الإجراءات هو كما يلي:
- وضع جندى على السبورة.
- تنظيف جانب واحد.
- تراجع بعمق في الصنوبري.
- تنظيفه بسرعة على السبورة، وتشغيله فوق اللحام؛
- كرر للجانب الثاني.
كيفية القصدير طرف الحديد لحام الحديثة
وفقا لإعلانات الشركات المصنعة، فإن الأطراف المصنوعة من السيراميك أو النيكل لا تتطلب الطلاء بالقصدير. في الحياه الحقيقيهكما أنها عرضة لتكوين السخام والحجم. القصدير مثل هذا الحديد لحام بالطريقة المعتادةلن يعمل. سوف تحتاج:
- خرق القطن؛
- جرة من الصنوبري.
- قضيب لحام.
يجب عليك مسح الطرف بقطعة قماش وغمره على الفور في الصنوبري. على طول الطرف تحتاج إلى غمر قضيب اللحام في الصنوبري المغلي. سوف تذوب وتلتصق بأسطح العمل.
طرق التعليب
هناك عدة طرق لتنظيف أسطح العمل قبل التعليب:
- استخدام المواد الكاشطة. ملف إبرة، ملف، المشحذ، ورق الصنفرة.
- باستخدام تزوير. يوصى بإزالة الطرف قبل معالجته.
- باستخدام مكواة لحام أخرى. فرك النصائح ضد بعضها البعض.
بعد التجريد، يجب عليك على الفور، دون انتظار استعادة طبقة الأكسيد، غمر الطرف في وعاء مع الصنوبري. يتم أيضًا غمر قضيب اللحام هناك، مما يؤدي إلى إذابته والسماح له بالانتشار على سطح القضيب. يجب تكرار هذه العملية عدة مرات للتأكد من تغطية أسطح العمل بالكامل باللحام.
يجب فحص الطرف بعناية. إذا كانت هناك مناطق غير مغطاة باللحام فيجب تكرار العملية حتى يتم الحصول على طبقة ندية مستمرة.
لن تتمكن من القصدير مرة واحدة وإلى الأبد. يجب تكرار التعليب بشكل دوري.
كيفية القصدير نصيحة مقاومة للحريق
الطرف التقليدي، المصنوع من النحاس الأحمر، يميل إلى الاحتراق المستمر وتكوين القشور. في كثير من الأحيان يجب تنظيفها وتعليبها. من ناحية أخرى، يتطلب العمل على إزالة اللحام شديد الحساسية للدوائر الدقيقة والمكونات الإلكترونية الأخرى الحد الأدنى من وجود اللحام في جزء العمل. حتى الحد الأدنى من الحرارة المخزنة في قطرة من اللحام قد يكون كافيًا لإتلافها.
لتركيب هذه الأجزاء الحساسة للحرارة، يتم استخدام أطراف غير قابلة للاحتراق بطبقة رقيقة من النيكل. من السهل خدش هذا الطلاء، كما أن الصنفرة التقليدية باستخدام مبرد أو ورق صنفرة للأطراف النحاسية ستؤدي إلى إتلافه بسرعة. يجب عليك أيضًا عدم إزالة اللحام الزائد عن طريق النقر عليه على الحامل.
يمكن تعليب هذه الهيئات العاملة بالطريقة التالية:
- تحضير قطعة من القماش القطني والصنوبري واللحام.
- بللها ماء بارد، اضغط بخفة؛
- ضع قطعة من اللحام في وعاء من الصنوبري.
- فرك مكواة اللحام الساخنة بقوة على القماش، ومحو طبقة الأكسيد؛
- قم بغمس الطرف بسرعة في الصنوبري وقم بإذابة القصدير فيه، مما يسمح له بالانتشار بالتساوي؛
- فرك على قطعة قماش قطنية.
ويجوز استخدام اسفنجة سلكية مصنوعة من سبائك النحاس لهذا الغرض. لن يعمل السلك الفولاذي - فهو سيتلف ويمزق طبقة طلاء النيكل.
بالنسبة لمكاوي اللحام غير المحترقة، من المهم بشكل خاص الالتزام بها نظام درجة الحرارة- إذا تم تجاوزه، فقد يفشل الطرف. تحتاج إلى مراقبة درجة الحرارة بعناية، وأثناء فترات الراحة في اللحام، قم بتقليل الطاقة إذا كان الجهاز مزودًا بمنظم. إذا لم يكن هناك منظم، فيجب إيقاف تشغيل مكواة اللحام أثناء فترات الراحة. تحتوي النماذج المتقدمة على وظيفة التحكم التلقائي في الطاقة. يستخدم المعلومات من مستشعر درجة الحرارة ويقلل الطاقة إذا كان الجهاز معرضًا لخطر ارتفاع درجة الحرارة. بالإضافة إلى ارتفاع درجة الحرارة، من الضار أيضًا ترك الأطراف غير المحترقة بدون لحام لفترة طويلة.
تتمتع الأطراف المقاومة للحريق بميزة إضافية تتمثل في سهولة إزالتها واستبدالها. تتوفر مجموعات كاملة من أدوات العمل القابلة للاستبدال والمصممة من أجل أنواع مختلفةحصص الإعاشة.

إذا وصل أولئك الذين يعرفون كيفية اللحام بشكل صحيح إلى هذه الصفحة، فمن غير المرجح أن تكون المعلومات مفيدة لك، فهذا دليل للمبتدئين.
تبدأ الإلكترونيات اللاسلكية للمبتدئين باللحام. هذه بديهية. إن تعلم اللحام أمر بسيط للغاية، كما هو الحال في أي عمل تجاري، فأنت بحاجة إلى الممارسة. إذا كانت مجموعة اللحام جاهزة، فقد حان الوقت للبدء في إعداد الأداة.
شحذ طرف الحديد لحام.
قبل اللحام، تحتاج إلى إعداد مكواة لحام جديدة للاستخدام، أو بالأحرى شحذ طرفها إلى شكل معين وتغطيتها بطبقة رقيقة من اللحام.

يجب شحذ الطرف بمبرد بزاوية 30-40 درجة لتشكيل إسفين. يجب أن تكون الحافة الحادة لللدغة غير حادة لإنشاء حافة مسطحة يبلغ عرضها حوالي 1 مم. عادة، تحتوي مكاوي اللحام الجديدة على طرف تم شحذه بالفعل بإسفين، ولكنه مغطى بطبقة من الزنجار - أكسيد النحاس والأكسجين المخضر. يجب إزالة هذا الأكسيد بملف معدني أو ورق صنفرة ناعم الحبيبات.

بالإضافة إلى الطرف "الكلاسيكي" على شكل إسفين، يمكنك إعطائه شكلًا آخر، كل هذا يتوقف على ما ستلحمه. للحام أجزاء صغيرةيمكنك جعله على شكل مخروط ممدود بعرض حافة 2-3 مم. أو قم بعمل قطع في الحافة بحيث يمكنك لحام مقاومات SMD بلمسة واحدة.
مباشرة بعد شحذ الطرف، تحتاج إلى تثبيته في حديد اللحام والقصدير. إذا لم تقم بذلك، فإن السطح النحاسي للطرف سوف يتأكسد في الهواء وسيتعين شحذه مرة أخرى!
قم بقص طرف مكواة اللحام.
بعد ذلك، تحتاج إلى قصدير الطرف، أي تغطيته بطبقة رقيقة من اللحام. للقيام بذلك، نقوم بتوصيل مكواة اللحام الكهربائية وننتظر حتى يسخن قضيب النحاس إلى درجة حرارة معينة. عندما يسخن الطرف، سوف يصبح ملحوظًا بصبغة حمراء، وسيصبح النحاس لونًا برتقاليًا محمرًا. لا تؤخر عملية الاحماء، وإلا فإن الطرف سوف يحترق. بمجرد أن تكتسب اللدغة لونًا محمرًا قليلاً، يجب أن تتكئ على الصنوبري المقطوع أو الراتنج.

وهذا سوف ينتج الكثير من الدخان. قم بتغطية الطرف بالكامل بالصنوبر المذاب. بعد ذلك، قم بإذابة قطعة صغيرة من اللحام بحيث تنتشر بالتساوي على السطح. يمكنك فرك الطرف على لوح خشبي، بحيث يتم توزيع اللحام بشكل أفضل على سطح النحاس.
يجب تغطية الطرف النحاسي بطبقة متساوية من اللحام. إذا كانت هناك مناطق على السطح غير مغطاة باللحام، فمن الأفضل تكرار العملية مرة أخرى.

هذه هي الطريقة التي يتم بها تحضير مكواة اللحام للعمل. سوف تحتاج إلى تكرار العملية حسب الضرورة، ولكن هذا ليس ضروريًا في كثير من الأحيان.
لقد كتبت كل شيء بالتفصيل حتى يكون الأمر سهلاً قدر الإمكان للمبتدئين.
العناية بمكواة اللحام.
مثل أي أداة أخرى، تتطلب مكواة اللحام العناية. من وقت لآخر يحترق طرف مكواة اللحام وتظهر عليه الحفر والمخالفات. يتم التخلص من الإرهاق عن طريق شحذ الطرف وتلوينه. يجب أيضًا الانتباه إلى حقيقة أنه مع الاستخدام المطول، يصبح القضيب مغطى بمقياس، مما يمنع التسخين السريع.

لماذا يحترق طرف مكواة اللحام؟ الحقيقة هي أنه عند تسخينه، يذوب النحاس جزئيًا في اللحام، وتتعرض حافة الطرف نفسه لتأثير ميكانيكي صغير. ومن الجدير أيضًا أن نفهم أنه عندما لا يتم استخدام مكواة اللحام، يصبح الطرف ساخنًا جدًا وهذا يساهم في أكسدة النحاس. لذلك، في وضع الخمول، يوصى بإيقاف تشغيل مكواة اللحام أو تقليل درجة الحرارة. لا تحتوي مكواة اللحام الكهربائية التقليدية من نوع EPSN على إمكانية التحكم في درجة الحرارة، لذلك من الأفضل إيقاف تشغيلها في وضع الخمول.
تتم إزالة المقياس على النحو التالي.
استخدم الزردية لإزالة قضيب النحاس من مكواة اللحام. قم بإزالة الترسبات الكلسية من القضيب باستخدام ورق الصنفرة الناعم. يمكنك طلاء الرصاص بطبقة صغيرة من الجرافيت عن طريق فركه على رأس قلم رصاص عادي. وهذا سيمنع تشكيل النطاق السريع في المستقبل. من خلال النقر بخفة على عنصر التسخين في مكواة اللحام، قم بإزالة الترسبات الكلسية من عنصر التسخين حيث تم تركيب قضيب النحاس. تثبيت قضيب النحاس في مكانه الأصلي.

يجب فحص حالة عزل مكواة اللحام الكهربائية من وقت لآخر. للقيام بذلك، قم بقياس المقاومة بين قابس طاقة مكواة اللحام وطرف اللحام. لقد تحدثت بالفعل عن كيفية قياس المقاومة. ينبغي ضبط جهاز الأومتر على حد قياس ميجا أوم (1 - 10 ميجا أوم). تذكر أنه لا يمكنك لمس المجسات المعدنية للمقياس المتعدد بيديك عند قياس المقاومة. بخلاف ذلك، سيُظهر الجهاز المقاومة الإجمالية لجسمك والدائرة المُقاسة. يجب أن يظهر الجهاز مقاومة عالية بلا حدود. سيكون هذا دليلاً على العزل الجيد بين طرف مكواة اللحام والشبكة الكهربائية.
بالنسبة لأولئك الذين حصلوا بالفعل على محطة لحام، فإن نصائح النحاس القابلة للاستبدال 900M مناسبة. كما أنها تتطلب التحضير قبل العملية.

يتطلب طرف مكواة اللحام العاملة صيانة دورية. خلاف ذلك، يتوقف اللحام عن التمسك به، ويتحول اللحام إلى إجراء مؤلم.
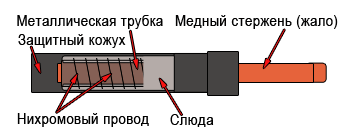
تم تجهيز مكواة اللحام الكهربائية الجديدة بطرف نظيف غير معلب. بالنسبة لمكاوي اللحام التي تحتوي على عنصر تسخين نيتشروم، فهي عبارة عن قضيب نحاسي يتم شحذه حتى إسفين.
يعد هذا مناسبًا لتوصيل الأسلاك ببعضها البعض وبأطراف الأجهزة الكهربائية. من أجل لحام الأجزاء الصغيرة، من الشائع شحذ الطرف بمخروط، مما يسمح له بعدم الإمساك به لوحة الدوائر المطبوعةالعناصر المجاورة.

رعاية مكواة لحام كهربائية مع سخان نيتشروم
يعتمد تركيب الطرف في مكواة اللحام على تصميمه. في الحالة الأولى، يتم تثبيته في الجسم بواسطة جزء مسطح قليلاً، ويتم إدخاله وإخراجه منه بجهد قليل. في الثانية، يتم تثبيته بمسمار على جسم مكواة اللحام. هذه الطريقة هي الأفضل. تتميز كلتا طريقتي التثبيت بميزات تؤثر على طرق العناية بطرف مكواة اللحام.
عند استخدام مكواة اللحام لفترة طويلة، يتشكل مقياس بين جدران الجزء الداخلي والطرف، مما يعوق نقل الحرارة. إذا لم تتم إزالته بشكل صحيح في الوقت المناسب، فسيكون من المستحيل تفكيك هذه الوحدة دون كسر. تتم إزالة اللدغة وتنظيفها بشكل دوري السطح الداخليصغير ورق زجاجوأعده مرة أخرى. عند التثبيت بمسمار، يكون من الأسهل القيام بذلك، فقط المسمار يحتاج في بعض الأحيان إلى فكه تمامًا وربطه مرة أخرى. وإلا فلن يمكن تحريكه من مكانه دون كسره. عند تثبيت الطرف ببساطة في الجسم، عليك سحبه بقوة للخارج. في بعض الأحيان لا يأتي شيء من هذه الفكرة، ومحاولات تحقيق هدفك بأي ثمن تؤدي إلى انهيار مكواة اللحام. لذلك، كلما قمت بإزالة الطرف من مكواة اللحام وتنظيفه، كلما طالت مدة اتصالها القابل للفصل.

مشكلة أخرى تنشأ عند إزالة الطرف تؤدي أيضًا إلى فشل مكواة اللحام. الحقيقة انه عنصر تسخينجرح بسلك نيتشروم على أنبوب ميكانيت. يتم إدخال الطرف داخل هذا الأنبوب مع أصغر فجوة ممكنة لضمان أقصى قدر من نقل الحرارة. إذا كانت رواسب الكربون المتكونة أثناء التشغيل قد أغلقت هذه الأجزاء معًا بإحكام، فإن التفكيك سيؤدي إلى تمزق عزل الميكانيت وقصر الدائرة الكهربائية لجزء من اللفات مع بعضها البعض. من الصعب ملاحظة ذلك، ومع مزيد من التشغيل، بسبب انخفاض مقاومة اللف، سيزداد التيار الذي يستهلكه حديد اللحام، وسوف يسخن النيتشروم ويحترق. لذلك، إذا لم تقم بإخراج الطرف من مكواة اللحام لفترة طويلة أو كان يقاوم عند إزالته، فمن الأفضل ترك كل شيء كما هو.
حجم جزء الطرف الموجود داخل مكواة اللحام أثناء التثبيت البسيط محدود بنتوءات التثبيت. عند استخدام برغي على الهيكل لهذا الغرض، يجب ضبط عمق التثبيت بشكل صحيح. إذا كان الطرف عميقًا جدًا، تزيد مساحة التسخين، ويقل نقل الحرارة، نظرًا لأن جزءًا أصغر منه سيكون بالخارج. ونتيجة لذلك، سوف يحترق بشكل أسرع. بالإضافة إلى ذلك، سوف يحترق الصنوبري أو الدهون أثناء اللحام قبل أن ينتهي بهم الأمر في المكان الصحيح.
عطل آخر نموذجي لمكاوي اللحام الكهربائية مع سخان نيتشروم هو انتهاك العزل بين الجسم وعنصر التسخين. عادة ما يحدث الضرر في بداية أو نهاية اللف، أي بالقرب من أحد أطراف القابس. يعتمد وجود "المرحلة" على جسم مكواة اللحام على موضعها في المقبس. يمكنك تحديد وجود الضرر باستخدام مؤشر الجهد أحادي القطب. للقيام بذلك، تحتاج إلى لمس جسم مكواة اللحام العاملة، ثم قم بقلب القابس في المقبس وكرر الاختبار. إذا اكتشف المؤشر وجود "مرحلة"، فسيتعين التخلص من مكواة اللحام على الفور. يمكنك التحقق من حالة العزل باستخدام جهاز اختبار أو جهاز قياس متعدد عن طريق قياس المقاومة بين الغلاف وأي طرف توصيل للقابس.
لا يؤثر قصر الدائرة الكهربائية على العمل بأي شكل من الأشكال، لكن إذا لمس العامل الأجسام المعدنية بالطرف واليد في نفس الوقت فإنه يتعرض لصدمة كهربائية. وبالإضافة إلى ذلك، وهذا يمكن أن يؤدي إلى فشل المكونات الإلكترونية. عند لحامهم، يمكن أن تتلف جميع عناصر أشباه الموصلات في الجهاز. عندما يلمس الطرف الأجسام المعدنية المؤرضة، تفشل مكواة اللحام نفسها، حيث يحدث شيء ما بداخلها. دائرة مقصورة. إذا تم تشغيل مكواة اللحام بواسطة محول تنحي، فإن تلف عزلها لا يؤثر على السلامة الكهربائية.
لا يُنصح بترك مكواة اللحام الكهربائية قيد التشغيل لفترة طويلة دون أداء أي عمل، لأن ذلك سيؤدي إلى حرق طرفها. إذا نشأت مواقف تحتاج فيها إلى إيقاف العمل مؤقتًا ثم استئنافه بسرعة، فيمكنك تجميع جهاز صغير مزود بمفتاح وصمام ثنائي. إذا كان من الضروري وضع مكواة اللحام في "وضع الاستعداد الساخن" لفترة من الوقت، يتم توفير الطاقة لها عبر صمام ثنائي باستخدام مفتاح، وتبدأ في العمل بنصف الطاقة. من الملائم وضع الجهاز في غلاف سلك التمديد الذي يحتوي على مفتاح قياسي. في هذه الحالة، يمكنك جعل مقبس واحد قابلاً للتبديل، واستخدام الباقي حسب تقديرك، على سبيل المثال، لتوصيل المعدات التي يتم إصلاحها أو راسم الذبذبات أو أدوات القياس الأخرى. يمكن وضع علامة على مقبس حديد اللحام بعلامة أو بالطرق الأخرى المتاحة.
في بعض الأحيان يتم تثبيت مفتاح الحد على الحامل، حيث يقوم بتحويل مصدر الطاقة إلى مكواة اللحام الموضوعة عليه من خلال الصمام الثنائي. هذه الطريقة لها عيب: في كل مرة تقوم فيها بإخراج مكواة اللحام من الحامل، سيتعين عليك الانتظار حتى يتم تسخينها إلى درجة الحرارة المطلوبة. هذا يبطئ بشكل ملحوظ عملية اللحام.

يمكنك أيضًا استخدام منظم طاقة مكواة اللحام. يمكنك شرائه أو صنعه بنفسك. ولكن في بعض الحالات (على سبيل المثال، بالنسبة لأسلاك اللحام في صناديق التوصيل)، سيكون هذا الجهاز غير ضروري. للعمل مع المكونات الإلكترونية، يعد ضبط درجة حرارة الطرف ذو قيمة كبيرة، لذلك من الأفضل استخدام مكاوي لحام السيراميك أو محطات اللحام التي لديها تنظيم وتثبيت درجة حرارة الطرف لهذه الأغراض، وليس مجرد تغيير الطاقة التي يستهلكها مكواة اللحام.

مكواة لحام Atten SS-50 مع جهاز التحكم بدرجة الحرارة
كيفية القصدير بشكل صحيح طرف النحاس على مكواة اللحام
يجب أن يكون الطرف معلبًا قبل الاستخدام. وإلا فإن اللحام لن يلتصق به وسيصبح اللحام مستحيلاً. دعونا نلقي نظرة على طرق لقص طرف مكواة اللحام بشكل صحيح. لهذه العملية سوف تحتاج:
- الصنوبري.
- جندى.
- كتلة خشبية
- ورق الصنفرة الناعم أو الملف.
نقوم بتنظيف سطح العمل للطرف الجديد باستخدام ورق الصنفرة الموضوع على كتلة حتى يلمع. إذا كان الطرف قيد الاستخدام، فإن سطحه غير متساوٍ ومليء بالتجاويف، ثم قبل التعليب، يجب تسويته بملف. من الأفضل القيام بذلك عن طريق إزالته من مكواة اللحام وتثبيته في الرذيلة. إذا كان من المستحيل تفكيك الطرف للأسباب الموضحة أعلاه، فيمكنك الاستغناء عنه. يُعتقد أنه من الأفضل تشكيل مستوى للحام ليس باستخدام ملف، ولكن عن طريق تزوير، وتسطيح طرف الطرف تدريجيًا بمطرقة. هذه العملية أكثر كثافة في العمالة وتتطلب مهارات معينة، ولكن نتيجة لذلك، سوف يغسل اللحام النحاس من أطرافه بشكل أقل. سوف تتشكل الحفر فيه بشكل أبطأ ولن تكون هناك حاجة لإعادة التعليب قريبًا.
الآن نقوم بتثبيت الطرف في مكانه وتشغيل مكواة اللحام. في الوقت نفسه، نتحكم بشكل دوري في التسخين عن طريق لمس الصنوبري. بمجرد أن يبدأ في الذوبان، قم بتغطية سطح العمل بأكمله به. أثناء عملية حرق الصنوبري، نكرر العملية بشكل دوري، في انتظار اللحظة التي تصبح فيها درجة الحرارة كافية لإذابة اللحام. بمجرد حدوث ذلك، قم بتغطية سطح العمل بالكامل للطرف باللحام والتخلص من الفائض.
يجب أن يكون السطح معلبًا بالكامل. إذا كانت هناك فجوات أو أن الطرف غير معلب، فهذا يعني أن الأكسيد تمت إزالته بشكل سيء. لكي لا تبرد مكواة اللحام ولا تنظف السطح مرة أخرى، نستخدم خدعة صغيرة.
ضع ورق الصنفرة على الكتلة وقطعة من الصنوبري عليها. نذوبه بمكواة لحام وننظف سطح العمل للطرف باستخدام ورق الصنفرة في الصنوبري. إضافة جندى بشكل دوري. هذه الطريقة مناسبة أيضًا لاستعادة سطح العمل بسرعة. بمجرد ظهور المناطق غير المعالجة عليها، يوصى بتصحيح الوضع باستخدام ورق الصنفرة والصنوبري. سيكون هذا أفضل من تسوية السطح لاحقًا بملف.
كيفية تعليب لدغة غير قابلة للحرق
الطرف النحاسي العادي له عيوب: فهو يتلاشى تدريجيًا ويتطلب ذلك التكرار المتكررإجراءات التنظيف الموضحة أعلاه. من المستحيل إزالة كل اللحام المطلوب منه لحام علب بعض الدوائر الدقيقة.
الأطراف غير القابلة للحرق، والتي يكون سطحها مطلي بطبقة من النيكل، لا تحتوي على هذه العيوب. لكنهم بحاجة رعاية خاصة. طبقة الطلاء رقيقة ولا يمكن خدشها. لذلك، لا يمكن تنظيف الأطراف المطلية بالنيكل باستخدام مبرد أو مبرد إبرة أو حتى ورق الصنفرة. لا يمكنك حتى التخلص من اللحام عن طريق ضربهم على حامل مكواة اللحام. إذا كانت طبقة الطلاء تالفة، فسيتم غسل النحاس من تحتها وسيصبح الطرف غير قابل للاستخدام. لذلك، لن ينجح القصدير بنفس طريقة النحاس.
من أجل صنع طرف مقاوم للحريق، سوف تحتاج إلى:
- قطعة من القماش القطني (يمكنك استخدام منشفة قديمة)؛
- الصنوبري.
- لحام.
يجب نقع القماش بسخاء في الماء وعصره، وإلقاء قطعة صغيرة من اللحام في وعاء الصنوبري. قم بتسخين مكواة اللحام، ثم افرك طرفها بقوة على قطعة قماش مبللة، لمسح الأكاسيد. ثم اغمسها بسرعة في الصنوبري وأذيب قطعة اللحام فيها. يتم حفظ اللدغة في وسط الصنوبري الذي يذيب الأكاسيد المتبقية. بعد ذلك، عليك مسحه على نفس قطعة القماش التي استخدمتها في البداية.
لتنظيف الأطراف غير المحترقة أثناء التشغيل، يتم استخدام إسفنجات السليلوز الخاصة التي تباع في متاجر الإلكترونيات. قبل الاستخدام، يجب نقع الإسفنجة في الماء، والضغط على الفائض. من الأفضل استخدام الجلسرين لكنه لن يجف. عند العمل، من الضروري مسح طرف حديد اللحام بشكل دوري على الإسفنج، وإزالة الأكاسيد واللحام الزائد.
يمكنك أيضًا استخدام إسفنجة سلكية (باست) مصنوعة من النحاس أو النحاس لهذه الأغراض. ويباع أيضًا في متاجر راديو الهواة. تعتبر إسفنجة غسل الأطباق المصنوعة من الفولاذ المقاوم للصدأ مناسبة أيضًا، ولكنها ناعمة فقط حتى لا تخدش طرفها.
لكن كل هذه الطرق قد لا تساعد في حالة ارتفاع درجة حرارة مكواة اللحام ذات الطرف غير المحترق. يجب ألا تتجاوز درجة حرارته 300 درجة مئوية. ولذلك، ينبغي استخدامها فقط في مكاوي اللحام التي لديها التحكم في درجة الحرارة مع الاستقرار.
لن تساعد منظمات الطاقة هنا، لأنه من الصعب تحديد وضع التشغيل الخاص بها. تتغير درجة الحرارة باستمرار، اعتمادًا على شدة اللحام، عندما تكون مكواة اللحام في وضع الخمول على الحامل، تكون الحد الأقصى، وعندما يذوب اللحام، تنخفض. يمكن أيضًا أن يتغير جهد الشبكة ويؤثر على درجة الحرارة. في مكاوي اللحام الخزفية ومحطات اللحام، يتم تنظيم التعديل باستخدام مستشعر مدمج في مكواة اللحام. يتم ضبط درجة الحرارة الأولية من قبل المستخدم، ويقوم جهاز التحكم بالمحافظة عليها دون مشاركته. لا يُنصح أيضًا بالاحتفاظ بطرف ساخن غير محترق لفترة طويلة بدون لحام.
ميزة أخرى هي النصائح غير المحترقة المصممة لمكاوي لحام السيراميك و محطات لحام- فهي قابلة للإزالة وسهلة التغيير. ينتج المصنعون مجموعة واسعة من الشفرات ذات الأشكال والأحجام المختلفة المصممة لأداء أنواع مختلفة من العمل. يتعين على أصحاب مكاوي اللحام المزودة بسخان نيتشروم أن يلجأوا إلى الحيل لجعلها عالمية: ابتكار نوع من الإدخالات، ولف سلك نحاسي سميك حول الطرف. هذا لا يجعل عملية اللحام أكثر ملاءمة، بل على العكس من ذلك. وإذا كنت تتذكر أن تغيير طرف مكواة اللحام هذه ليس بالأمر السهل في بعض الأحيان، فعندئذٍ يتعلق الأمر بالاستخدام أشكال مختلفةيجب أن تنسى تمامًا تسخين الأسطح الخاصة بها.
مميزات وعيوب مكاوي اللحام الكهربائية
مكاوي لحام السيراميك مدمجة واقتصادية. تم بناء عنصر التسخين الخاص بها داخل الطرف ويضمن تسخينه السريع. لكن عناصر التسخين هذه لا يمكنها تحمل التغيرات المفاجئة في درجات الحرارة، لذا من الأفضل عدم تبريدها فجأة. يجب أيضًا عدم استخدام النصائح التي لم يتم تصميمها من أجلها: فتغيير درجة حرارة التشغيل سيؤدي إلى إتلاف عنصر التسخين على الفور.
إن أداة اللحام الأكثر تنوعًا هي بالطبع محطات اللحام. يمكنك تغيير الأطراف الموجودة بها وتنظيم درجة حرارتها بسلاسة. يعمل معظمها بجهد منخفض ويتم عزلها غلفانيًا عن التيار الكهربائي، كما أنها تتمتع بالقدرة على توصيل الأرض بمكواة اللحام. يساعد ذلك، جنبًا إلى جنب مع استخدام سوار التأريض، على منع فشل المكونات الإلكترونية الراديوية بسبب الكهرباء الساكنة وتداخل الشبكة.

محطات اللحام لها عيب واحد فقط: فهي تشغل مساحة أكبر على الطاولة مقارنة بمكواة اللحام العادية، ومن الصعب العمل بها في الميدان. لذلك، عند اختيار مكواة اللحام الأفضل، عليك التركيز على ما ستلحمه وأين وكم مرة. وسيحدد اختيار مكواة اللحام الطرف الذي سيتعين عليك استخدامه.
لقد واجه الجميع مشاكل في اللحام. قد يكون السبب جهازًا جديدًا تم شراؤه للتو أو على العكس من ذلك جهازًا قديمًا تم استخدامه لفترة طويلة. وفي كلتا الحالتين، يمكن تصحيح الوضع بسهولة. من خلال اتباع قواعد العناية بالجهاز الكهربائي وتشغيله، يمكنك تجنب العديد من المشاكل والمتاعب أثناء التشغيل.
يتم تصنيع معظم مكاوي اللحام باستخدام أطراف نحاسية أو قضبان فولاذية. قبل البدء في العمل باستخدام مكواة اللحام، ستحتاج إلى تشكيل الطرف النموذج المطلوبومعالجتها بشكل صحيح. سيساعد التعليب في إعداد الجهاز للعمل عالي الجودة والإنتاجي. يقوم العديد من الأشخاص بمعالجتها بملف عادي أو أثناء عملية التزوير. يتيح لك ذلك جعلها أقوى وتجنب التآكل السريع عند اللحام. ميزات الأداة
تعمل مكاوي اللحام التي يتم تثبيت قضبانها بمسمار بشكل أفضل. يتيح لك ذلك تغييره وسحبه وإجراء المعالجة اللازمة. الشيء الرئيسي هو التأكد من أن المسمار لا يعلق، ثم استبداله سيصبح مستحيلا. للقيام بذلك، أثناء الاستخدام، قم بتنظيف نقطة التثبيت على الفور وقم بإزالة القضيب القابل للإزالة بشكل دوري. لبدء العمل، يجب أن يتم تعليب الطرف الجديد وإعطائه الشكل المطلوب. من أجل القصدير، تحتاج إلى تغطيته باللحام. للقيام بذلك، تحتاج إلى تسخين الطرف جيدًا وإذابة الصنوبري بالطرف. بعد ذلك، يتم تغطية الجزء المراد لحامه بسلك اللحام. يتيح لك التعليب إطالة عمر القضيب.
- شحذ طرف مكواة اللحام بملف بزاوية 45 درجة. يجب أن يكون الشكل إسفين. ولكن يمكنك إعطائها الشكل المطلوب لحام منتجات معينة.
- يجب أن تكون الحافة رفيعة وغير حادة قليلاً.
- إذا لم يكن طرف مكواة اللحام معلبًا، فمن المستحسن تنظيف مكواة اللحام بطرف نحاسي باستخدام ورق الصنفرة لإزالة الطبقة المؤكسدة من الزنجار.
- يمكنك إعطاء اللدغة شكل النصل عن طريق تزويرها.
- واضح .
- بعد الشحذ، يجب تثبيت القضيب وتغليفه على الفور، وإلا فسوف يتأكسد مرة أخرى.
لحام الحديد مع طرف النحاس

بعد الاستخدام لفترة طويلة للأداةسوف تحتاج إلى تكرار الشحذ والتعليب.
في حالة ارتفاع درجة الحرارة، قد يتشكل مقياس على القضيب. لتنظيفها، يتم سحب القضيب ومعالجته بورق الصنفرة الناعم. قم بتغطية القضيب بالجرافيت عن طريق فركه برأس قلم رصاص بسيط. عنصر التسخين النظيفيمكنك إزالة المقياس عن طريق النقر عليه بخفة. بعد التنظيف الكامل، يتم تثبيت القضيب في مكانه. أثناء العمل، حاول ألا تسخن الطرف، وإلا فسوف تحتاج إلى استعادته مرة أخرى. لن يصمد اللحام وستحتاج إلى القصدير وحرق الطرف مرة أخرى. تذكر قواعد العمل بمكواة اللحام وكيفية صبغها.
نصيحة مقاومة للحريق
 يوجد جزء عمل مطلي بمركب غير قابل للاشتعال. ويجب التعامل مع هذه اللسعات بحذر شديد. قطعة قماش مبللة أو إسفنجة أطباق تعمل بشكل جيد.
يوجد جزء عمل مطلي بمركب غير قابل للاشتعال. ويجب التعامل مع هذه اللسعات بحذر شديد. قطعة قماش مبللة أو إسفنجة أطباق تعمل بشكل جيد.
لماذا لا يمكنك استخدام ملف؟ لأنه تحت تأثير عدواني، ستتم إزالة التركيبة غير القابلة للاشتعال، وسيدخن الطرف وسيلتصق القصدير. بدون الضغط الميكانيكي، سيكون عمر الخدمة أطول. لقص طرف مكواة اللحام هذه، تحتاج إلى غمس قطعة من اللحام في الصنوبري المنصهر، ثم، عندما يبدأ اللحام في الذوبان، عليك أن تبدأ ببطء في فرك طرف القضيب على كتلة خشبية. ثم امسحها بقطعة قماش مبللة، وأزل الأكاسيد منها، ثم حرك مكواة اللحام الساخنة فوق اللحام. بعد التعليب، كل ما عليك فعله هو مسح اللدغة بقطعة قماش - ويمكنك البدء في العمل.
يتيح لك التعليب حماية السطح المعدني من التآكل. إذا لم يتم قصدير القضيب الجديد، فأنت بحاجة إلى تنظيفه من الأوساخ والشحوم. للقيام بذلك، نقوم بتسخين القضيب وتطبيق معجون التدفق عليه، بعد الغليان والانتشار على السطح، تتم إزالة الملوثات المتبقية والتدفق بالماء والصابون أو البنزين.
بسبب ارتفاع درجة الحرارة، تظهر القذائف على القضيب، مما يؤدي إلى إتلاف الطرف النحاسي ويجب تعليبه مرة أخرى. لتجنب هذه المشاكل، نظيفةبعد العمل بقايا القصدير والصنوبري. امسح جميع أجزاء العمل بالأداة بقطعة قماش أو ورق. سيساعد التنظيف في الوقت المناسب على إطالة عمر مكواة اللحام.
منشورات حول هذا الموضوع
-
.jpg) الحماية الآمنة للنباتات من الأمراض والآفات في شهري يوليو وأغسطس
الحماية الآمنة للنباتات من الأمراض والآفات في شهري يوليو وأغسطس
عرف أسلافنا أيضا أن الحصاد الجيد لا يعتمد فقط على العمل الجاد والمسؤول، ولكن أيضا على مراحل القمر. إكتشف وأنت صالح..
-
 سيؤدي حصاد الحبوب القياسي إلى الانكماش حصاد الحبوب في الاتحاد الروسي
سيؤدي حصاد الحبوب القياسي إلى الانكماش حصاد الحبوب في الاتحاد الروسي
18/07/2017 - 21:03 أخبار بيلاروسيا. بدأ حصاد الحبوب على نطاق واسع في جنوب غرب البلاد، حسبما ذكر برنامج “24 ساعة” الإخباري يوم الاثنين.